嘉得恒电子深耕电子元器件领域,技术团队成员均具有18年以上行业经验,已连续10年荣获JST中国区代理资质,建立完善的及时响应机制,8年以上经验客服人员在线一对一答疑,确保问题得到有效解决。同时又是TE/MOLEX/HRS/然湖/KET等国际品牌连接器战略合作伙伴,服务范围辐射全国各地。
1.
切线(Wire Cutting):按照规定长度将导线切断的操作,是线束加工的第一步,其精度直接影响后续工序。例如,在汽车线束生产中,切线长度的误差如果超过允许范围,可能导致线束过长或过短,影响汽车装配的准确性和美观度。
2.
剥皮(Strip):去除导线端部绝缘层,使线芯露出,以便后续连接的操作。剥皮长度和质量对压接和焊接质量有重要影响,剥皮过长可能导致绝缘性能下降,过短则可能影响连接的可靠性。在电子设备的线束加工中,对剥皮的精度要求更高,以确保微小的
电子元件能够准确连接。
3.
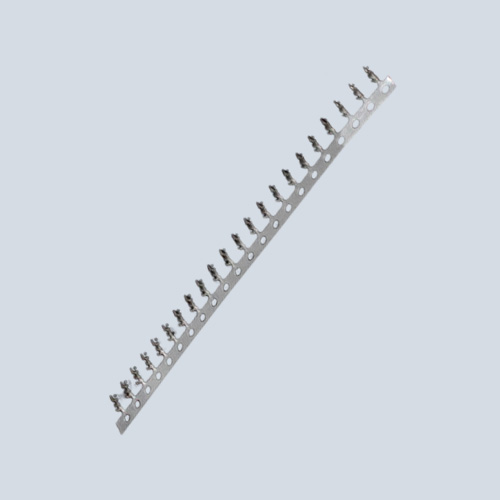
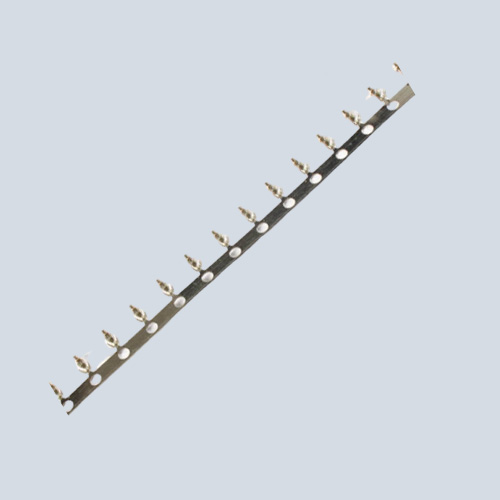
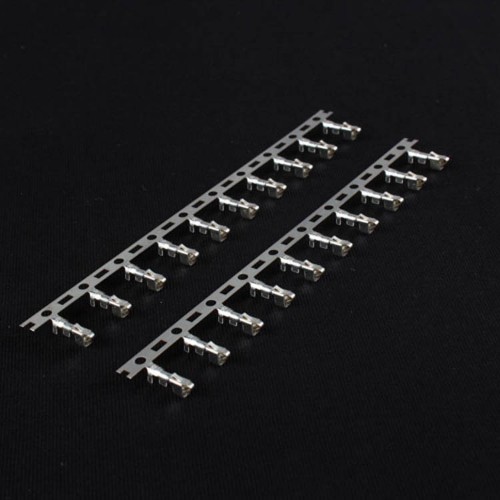
压接(Crimp):通过压接机模具对
端子的压接区施加预设压力,使端子与导线线芯形成机械咬合和电气连接的关键工序,核心评价指标包括拉脱力(如0.5mm²导线压接拉脱力≥15N)、压接高度(公差±0.02mm)和压接宽度。行业标准要求压接后接触电阻≤5mΩ,且需通过2000次振动测试无松动。汽车线束压接常采用"先压绝缘层、后压线芯"的两步压接工艺,确保绝缘可靠性。
4.
焊接(Welding):线束加工中主要用于多股导线的并线连接(如搭铁点),常用工艺为电阻焊和钎焊。电阻焊通过电极施加10-50kN压力和800-1200A电流,使线芯在3-5秒内熔接;钎焊采用含银30%以上的焊锡丝,焊接温度280-320℃,适用于信号线束的精密连接。航空航天线束焊接要求焊缝抗拉强度≥导线抗拉强度的90%,且需通过X光探伤检测无气孔。
5.
组装(Assembly):将加工好的导线、
端子、连接器等部件组合成线束的过程,包括布线、绑扎、安装护套等步骤。组装工艺的合理性和规范性对线束的整体性能和可靠性有重要影响。在大型机械设备的线束组装中,需要严格按照设计要求进行布线和固定,以防止线束在设备运行过程中受到振动、摩擦等影响。
![LQ{69)4G$[G2V}9]WEE23@Q](/resource/images/682d3b130ec640ccb023ef6cac73c223_4.png "LQ{69)4G$[G2V}9]WEE23@Q")
6.检测(Inspection):对加工完成的线束进行电气性能、机械性能、外观等方面的检查,以确保线束质量符合要求。检测方法包括目视检查、电气测试、拉力测试等。在电子产品的线束生产中,通常会使用自动化检测设备对大量线束进行快速、准确的检测,以提高生产效率和产品质量。
7.
返工(Rework):对检测不合格的线束进行重新加工或修复的操作。返工需要严格按照规定的流程进行,以确保返工后的线束质量符合要求。过多的返工不仅会增加生产成本,还可能影响生产进度,因此在生产过程中应尽量减少返工的发生。
8.
预装(Pre - assembly):在正式组装前,对部分部件进行初步组合和调试的操作,有助于提高整体组装效率和质量。例如,在汽车线束生产中,会先将一些模块进行预装,然后再将这些预装模块组装到整车线束中,这样可以减少现场组装的时间和错误。
9.
缠带(Taping):采用PVC胶带、绒布胶带、醋酸布胶带等材质对线束进行缠绕的工艺,核心作用是固定线束成束、绝缘防护和降噪。行业规范要求全缠重叠率≥50%,点缠间距≤100mm,耐高温区域(如排气管附近)必须使用玻璃纤维胶带。汽车门线束常用绒布胶带,可降低开关门时的线束摩擦噪音≤30dB。
10.
超声波焊接(Ultrasonic Weld):利用超声波的高频振动使焊接部位的材料迅速升温融化,从而实现连接的一种焊接方法,具有焊接速度快、强度高、无污染等优点。在小型电子设备的线束焊接中,超声波焊接被广泛应用,因为它可以在不损伤周围元件的情况下实现精确焊接。
嘉得恒电子为JST原厂授权代理商,代理证书一应俱全,香港、深圳,昆山,郑州四大仓储,3000+品类,30亿只+现货储备,确保现货供应,可实现次日达高效率配送,同时支持小批量订货,出仓前进行外箱检查和数量核对,确保产品正确,安全,准时交付线束加工客户。



 微信客服
微信客服 JDH移动官网
JDH移动官网 JDH阿里商铺
JDH阿里商铺